
دستگاه جوش پلی اتیلن تمام هیدرولیک 1600
فروردین 17, 1400
دستگاه جوش الکتروفیوژن 300 هورنر آلمان
فروردین 20, 1400
دستگاه جوش پلی اتیلن تمام هیدرولیک 2000
روتنگران تولید کننده و طراح دستگاه جوش پلی اتیلن تا قطر 2000 میلیمتر با شرایط فروش استثنایی
دستگاه جوش پلی اتیلن 2000 تمام هیدرولیک
دستگاه جوش پلی اتیلن 2000 تمام هیدرولیک روتنگران پارسه مطابق با استاندارد بین المللی DVS 2207 و استاندارد ملی ایران
گروه تولیدی روتنگران پارسه اولین و بزرگترین تولید کننده دستگاه جوش پلی اتیلن هیدرولیک 2000 افتخار دارد محصولات تولیدی خود را از بهترین مواد اولیه و با بالا ترین کیفیت تولید و نماید.
دستگاه جوش پلی اتیلن 2000 میلیمتر این شرکت قابلیت سی ان سی شدن را دارد .
موتور برق مورد نیاز دستگاه میبایست مطابق با اطلاعات داده شده در دفترچه جوشکاری باشد.
این شرکت دارنده گواهی نامه ISO و CE و همچینین دارنده گواهی استاندارد از سازمان استاندارد ملی ایران میباشد.
کلیه محصولات تولیدی این شرکت پس از تست و آزمایش اولیه ، کالیبره شده و گزارش کالیبراسیون در اختیار خریداران قرار میگیرد.
جوش تمام هیدرولیک 2000 این شرکت دارای یکسال گارانتی و ده سال خدمات پس از فروش میباشد .
روتنگران پارسه بعنوان صادر کننده برتر در استان البرز محصولات تولیدی خود را به ترکیه ایتالیا عراق افغانستان باکو ترکمنستان و روسیه صادر مینماید .
ماشین جوش پلی اتیلن تمام هیدرولیک 2000 این شرکت دارای استحکام هیدرولیکی و مکانیکی بوده و قابلیت جوشکاری در شرایط مختلف جوی و جوشکاری در فشار های بالا را نیز دارد .
مشخصات ، اطلاعات فنی دستگاه های بات فیوژن هیدرولیک 2000 میلیمتر روتنگران را از وب سایت این شرکت دانلود و یا جهت کسب اطلاعات فنی با تکنسین های فروش ما در ارتباط باشید .
در هنگام تحویل دستگاه از دوره آموزشی آشنایی با استاندارد ملی جوشکاری و روشهای جوشکاری لوله و اتصالات پلی اتیلن به رایگان بهره مند شوید.
با توجه به حجم مخزن روغن دستگاه 2000 میلیمتر لطفا مخزن روغن را همیشه فول نگه بدارید تا روغن در شرایط کاری داغ نکند .
متعلقات دستگاه جوش تمام هیدرولیک لوله پلی اتیلن
- دارای گیره 2000 ،1800 ،1700، 1600 و فلنچ گیر جهت جوش انواع لوله پلی اتیلن
- هیتر برقی 20000 وات با تفلون صنعتی و ترموستات 300 درجه
- رنده برقی با توان 4000 وات با تیغه های فولادی آبدیده CK 40
- ظرف رنده و هیتر
- دفترچه راهنمای جوش پلی اتیلن
- گارانتی و خدمات پس از فروش
- گواهی کالیبراسیون
- لباس کار
- پالت چوبی در صورت درخواست
- سی دی آموزشی
- کیف ابزار
- آچار و ابزار
- فلنج گیر
| مشخصات فنی دستگاه جوش پلی اتیلن تمام هیدرولیک 1600 الی 2000 |
| سیستم حرکتی دستگاه جوش پلی اتیلن هیدرولیک 2000 میلیمتر برقی سه فاز 380 ولت
شفت از نوع هارد کروم با قابلیت جوشکاری لوله پلی اتیلن در حالت 45 دو عدد فک ثابت و دو فک متحرک آلومینیومی رنده دستگاه جوش پلی اتیلن از نوع برقی با توان 4000 وات سه فاز گیربکسی با 2 عدد تیغه های فولادی آبدیده هیتر دستگاه جوش پلی اتیلن 2000 میلیمتر برقی با توان 20000 وات سه فاز با پوشش تفلون صنعتی ضد خش ، دما سنج دیجیتال و المنت قابل تعویض دارای گیره 2000 ،1800 ،1700، 1600 و فلنچ گیر جهت جوش انواع لوله پلی اتیلن پاورپک چرخدار با موتور موتوژن به توان 2200 وات سه فاز و فشار 250 بار جرثقیل و مونوریل برقی یک تن جهت سهولت و جا به جایی رنده و اتو بر روی دستگاه جوش پلی اتیلن قابلیت جوش انواع لوله پلی اتیلن با گرید PE 80 – PE 100 با فشار کاری 4 تا 20 بار گواهی نامه جوشکاری سی دی آموزشی دستگاه جوش پلی اتلن جدول جوشکاری و راهنمای استفاده وزن کل دستگاه با متعلقات 5320 کیلوگرم |
دستورالعمل استفاده از دستگاه جوش پلی اتیلن:
آموزش جوشکاری لوله پلی اتیلن با دستگاه جوش پلی اتیلن
گروه تولیدی روتنگران پارسه بزرگترین تولید کننده دستگاههای جوش پلی اتیلن (Butt fusion) تا قطر 1600 میلیمتر افتخار دارد تا ماشینهای جوش پلی اتیلن (جوش لب به لب) خود را با آخرین تکنولوژی روز دنیا و طراحی نوین به مشتریان و درخواست کنندگان عزیز عرضه نماید.
دستور العمل و سی دی آموزشی همراه دستگاه را قبل از راه اندازی حتما مطالعه نمایید .
دستگاههای جوش پلی اتیلن روتنگران در سه دسته تقسیم و بشرح ذیل می باشد.
- دستگاه جوش پلی اتیلن
-
دستگاه جوش فاضلابی 160-50
-
دستگاه جوش پلی اتیلن دستی
-
دستگاه جوش پلی اتیلن نیمه هیدرولیک
-
دستگاه جوش پلی اتیلن تمام هیدرولیک
-
دستگاه جوش پلی اتیلن CNC
– دستگاه جوش الکتروفیوژن
– دستگاه جوش اکسترودر
کلیه دستگاهها با استفاده از بهترین و مرغوبترین مواد اولیه موجود در بازار تهیه و تولید میگردد. قیمت مناسب، کیفیت برتر، گارانتی و خدمات پس از فروش ده ساله همگی اطمینان خاطر مشتریان عزیز را جلب نموده است. خواهشمند است نظرات و پیشنهادات خود را از طریق ایمیل ارسال و ما را در ارائه محصولی برتر و خدمات ارزندهتر یاری نمائید.
توجه:
از ریختن روغن هیدرولیک قرمز در دستگاه اجتناب کرده و استفاده روغن قرمز لوازم هیدرولیک پکینگ و گردگیر را از بین میبرد. فقط *روغن هیدرولیک زرد *
قبل از استفاده از دستگاه جوش حتما دوره آموزشی را از شرکت تولید کننده بخواهید .
- جهت تعویض و یا سرریز روغن جدید حنما” از روغن 068 بابک استفاده شود.
- طول کابل مورد استفاده 15 متر بیشتر نباشد.
- حتما در هنگام جوشکاری از چادر استفاده شود.
- انتهای لوله ها را با گپ بسته تا کوران باد مقطع هیتر را سرد نکند.
- به هیچ عنوان از آب-دستمال خیس و یا هر مایع دیگری جهت خنک کاری استفاده نشود.
- جهت رنده کردن از فشار 5 تا 10 بار استفاده شود و به هیچ عنوان از فشار بالا استفاده نشود.
- قبل از تنظیم دما نوع مواد لوله را از روی لوله خوانده و بر اساس PE 80 , PE 100 بودن دما را تنظیم نمایید.
- دمای هیتر با توجه به نوع مواد مصرفی همیشه بین 210 تا 230 درجه سانتیگراد می باشد.
آشنایی با لوله های PE
کاربرد لولههای PE برای شبکههای گازرسانی تقریبا” از سال 1960 و شبکههای آبرسانی از قبل از آن در دنیا مطرح بودهاست و امروزه بسیاری از کشورهای دنیا شبکههای گازرسانی و آبرسانی را با لولههای پلیاتیلن به لحاظ فوائد و مزایای بسیار آن مورد استفاده قرار میدهند. بعضی از فوائد لولههای مذکور بهطور اجمال به شرح زیر است:
- عمر طولانی کاری
- سرعت و سهولت در اجرای شبکهها
- سبکی لولهها و در نتیجه حمل و نقل آسان و سریع
- مقاومت بالا در مقابل خوردگی و عدم نیاز به پوشش و سیستمهای حفاظت کاتدیک
- جوشکاری بسیار ساده و سریع
- سهولت در نگهداری و تعمیرات
- ارزان بودن
البته در مقابل مزایای فراوان لولههای مذکور معایبی نیز برای این لولهها مطرح است که اهم آنها خسارت و مشکلات ناشی از تشعشعات خورشیدی (UV) و حرارت فوقالعاده میباشد.
مسلماً طول عمر مناسب و مطلوب شبکههای پلیاتیلن علاوه بر اینکه متاٴثر از محاسن پلیاتیلن است مرهون عملیات اجرائی صحیح نیز میباشد. در این راستا مراجعه به استانداردهای ملی و معتبر میتواند راهگشا باشد. گروههای اجرائی بایستی به هنگام عملیات اجراء استانداردهای مربوط را دقیقاً رعایت نمایند. یکی از مهمترین نکات و مسائلی که در اجراء شبکهها قابل توجه است نحوه جوشکاری لولهها و اتصالات میباشد. جوشکاری لولهها و اتصالات به دو صورت الکتروفیوژن (Electro Fusion) و لب به لب (Butt Fusion) صورت میپذیرد. البته روشهای دیگری نیز وجود دارد که کمتر رایج میباشند و کاربرد فراوان ندارند.
در دستورالعمل حاضر روش جوشکاری لب به لب به دلیل ارتباط با دستگاهی که در این تاریخچه معرفی خواهد شد کاملاً به طور مصور تشریح میگردد.
با وجود اینکه جوشکاری لب به لب در مقام مقایسه با جوشکاری لولههای فلزی بسیار ساده و سریع است لکن آموزش صحیح جوشکاری و رعایت شرایط آن دارای اهمیت بسیاری است. دستگاه جوشکاری برای انجام عملیات اتصال اولاً بایستی به فردی سپرده شود که روش و دستورالعمل استفاده از دستگاه را کاملاً بداند و ثانیاً شرایط آمادهسازی لولهها و بازرسیهای چشمی را بشناسد و ثالثاً دستورالعمل انجام جوشکاری لب به لب را به ترتیب رعایت نماید. بدیهی است علاوه بر بازرسیهای چشمی جوش روشهای دیگری نیز برای کنترل جوش وجود دارد که به دو دسته آزمایشهای مخرب (DT) (Destructive Tests) و غیرمخرب (NDT) (Non Destructive Tests) تقسیم میشود که شرکتهای گازرسانی و آبرسانی براساس استانداردهای قابل قبول و مورد نظر خود انجام آزمایشها را مشخص نموده و گروه مجربی ملزم به انجام آن میباشد.
در این دستورالعمل سعی شده نکات مهمی در رابطه با بازرسی چشمی جوشکاری و مشخصات ظاهری جوش ارائه گردد. علاوه بر آن به شرح کامل بهرهبرداری از دستگاه جوشکاری پرداخته میشود و توصیههای خاص در زمینه بهرهبرداری و ایمنی ارائه میگردد.
روش جوشکاری لب به لب:
در این قسمت مراحل جوشکاری لب به لب کاملاً تشریح خواهد شد. توجه دقیق به این مراحل و یادگیری آن برای جوشکاری و مجریان اهمیت فراوان دارد. استفاده صحیح از دستگاه زمانی میسر است که جوشکاران مراحل صحیح جوشکاری را بدانند و مقدمات اشاره شده در ذیل را به کار ببرند.
1-به هیچ وجه جوشکاری لب به لب نبایستی در هوای بارانی، برفی، بادهای تند، طوفان و سرمای شدید صورتپذیرد و اگر قرار است در چنین شرایطی اقدام به جوشکاری شود لازم است از چادر استفاده شود.
2-اصولاً توصیه میشود فضائی که در آن جوشکاری صورت میگیرد دارای دمایی بالاتر از صفر درجه سانتیگراد باشد و لذا در صورتیکه دمای محیط زیر حد مذکور باشد استفاده از چادر و ایجاد دمای مناسب ضروری است.
3-در صورتیکه نیروی محرکه دستگاه از طریق ژنراتور تاٴمین میشود قبل از شروع جوشکاری لازم است مقدار سوخت ژنراتور کنترل شود تا از خاموش شدن ژنراتور در خلال عملیات جوشکاری پیشگیری شود.
مراحل جوشکاری لب به لب:
مرحله 1: لولهها یا سایز اجزاء جوش در گیرههای دستگاه بسته میشود و در صورتیکه برش قبلی لوله عمود بر امتداد آن باشد لازم است در حد 30-20 mm سر آنها از گیره بیرون بماند. بدیهی است دستگاه بایستی دارای واسطه گیره برای سایزهای مختلف باشد و از طریق واسطهها گیرهها کاملاً هماندازه لولهٴ مورد جوشکاری خواهند شد.
در حدی گیرهها محکم میشوند که لولهها کاملاً درگیر باشد و محکم کردن گیرهها بیش از حد میتواند به لولهها آسیب وارد نماید. به منظور کاهش فشار کشش (Drag Pressure) لازم است انتهای دیگر لولهها روی تکیهگاههای مناسب قرار گیرد (Roller).
لولههای پلی اتیلن موجود در گیرههای متحرک به وسیله ماشین حرکت داده میشود و در حین حرکت آرام لوله، میزان فشار اعمالی از روی فشارسنج قرائت میشود تا فشار کششی مربوط به همان لوله مشخص شود و مقدار آن یادداشت میگردد. بدیهی است در صورتیکه دستگاه به مدت طولانی کار نکرده باشد لازم است چند بار گیرههای متحرک عقب و جلو رفته تا روان شوند و بعد از آن فشار کششی یادداشت گردد.
تعیین و یادداشت فشار کششی برای هر جوش لازم است، چون با توجه به عوامل مختلفی از قبیل نوع دستگاه، وزن لوله و غیره تغییر مینماید. نحوه قرار گرفتن لولهها در این مرحله در شکل زیر مشاهده میشود.

دستگاه جوش پلی اتیلن – مراحل جوشکاری لب به لب
مرحله 2: به منظور برطرف کردن لایه اکسید روی لبههای دو لوله و ایجاد تطابق بین دو لبه لولهها ضروری است که دو لبه لولههای مورد جوشکاری رنده شود. این عمل از طریق رنده مخصوص (Plane) صورت میگیرد. رنده مذکور بین دو لوله در دستگاه قرار میگیرد و با اعمال فشار مناسب (در حدی که رنده تحت فشار زیاد قرار نگرفته و در جای خود نیز لق نزند) عمل رندهکاری صورت میگیرد.
سر لولهها تا دیدن تراشه کامل از هر دو سر رنده میشوند. بعد از اینکه از دو سر لولهها تراشههای کامل دیده شد فشار را میاندازیم و پس از جدا شدن دو سر لولهها از روی رنده، آن را خاموش میکنیم. اگر به این ترتیب عمل نشود سر لولهها ناصاف و پله پله خواهد گردید. یادآوری میشود در شروع رندهکاری اول باید رنده را روشن و سپس فشار را اعمال نمود.
ضمناً به منظور جلوگیری از کنده شدن تیغه رنده بهتر است قبل از رندهکاری با یک پارچه تمیز سر لولهها تمیز شود. این مرحله از کار در شکل زیر مشاهده میشود.

دستگاه جوش پلی اتیلن – مراحل جوشکاری پلی اتیلن لب به لب
مرحله 3: رنده را برداشته لولهها را لب به لب مینمائیم تا بتوانیم همترازی و فاصله بین لولهها را کنترل نمائیم. پس از رنده شدن دو سر لولهها به هیچ وجه مجاز نیستیم دست یا هر چیز مرطوب و آلودهای را به سطوح مرطوب بزنیم. همترازی لولهها حداکثر میتواند تا 10% ضخامت لولهها باشد و در صورتیکه از این مقدار بیشتر باشد بایستی لولهها از طریق روشهای ذیل همتراز شوند:
- سفت و شل کردن مهرهگیرها
- چرخاندن لوله
- تنظیم تکیهگاههای دو انتهای دیگر لولهها
در صورتیکه به منظور همترازی، لولهها در داخل گیرهها تغییر مکان داده شوند لازم است مجدداً عمل رنده کردن (Planing) صورت گیرد. حداکثر فاصله (gap) بین دو سر لوله بعد از رنده کردن 5/0 mm است.
در صورتیکه به طور ناخواسته در این مرحله دست با سطوح رنده شده تماسی پیدا کرد بایستی از پارچه پنبهای تمیز و آغشته به سیال مجاز (الکل اتیلیک سفید، آستون) استفاده کرد و سطوح رنده شده آلوده را تمیز نمود. این مرحله در شکل زیر قابل مشاهده است.

دستگاه جوش پلی اتیلن – مراحل جوش لب به لب لوله پلی اتیلن
مرحله 4: دستگاه را امتحان میکنیم که آیا لوله کاملاً درگیر است و از جای خود در گیرهها در نمیرود و کنترل میشود که آیا اتو از نظر دما آماده شده است. پس از حصول اطمینان، اتو بین دو لوله در دستگاه قرار داده میشود و فشار را تا حد مورد نظر (فشار اعلام شده از طرف سازنده دستگاه به اضافه فشار کششی) افزایش میدهیم و صبر میکنیم تا ارتفاع در حد 1 تا 4 میلیمتر گردد. برای اینکه این ارتفاع (Bead) لبه برگشته لوله روی اتو کاملاً در خاطر بماند میتوان ضخامت یک چوب کبریت را تداعی نمود. شایان ذکر است که به هنگام قرار دادن اتو حتیالامکان اتو را به لبه لوله ثابت نزدیک میکنیم تا بر اثر حرکت فک متحرک مدت زمان بیشتری لبه لوله دیگر با اتو تماس نداشته باشد.

دستگاه جوش پلی اتیلن – جوشکاری لوله پلی اتلین جوش لب به لب
مرحله 5: پس از ایجاد (Bead) در حد مورد نظر فشار را میاندازیم، بهطوریکه فقط دو سر لوله با اتو در تماس باشند.
قابل توجه اینکه در صورتیکه سازنده دستگاه در این مرحله فشار معینی را توصیه کرده باشد لازم است فشار مشخص شده، رعایت گردد. در این مرحله انرژی گرمائی در لوله نفوذ مینماید و بایستی تا تمام شدن مدت زمان توصیه شده صبر کرد.

دستگاه جوش پلی اتیلن – روش جوش لب به لب پلی اتیلن
مرحله 6: پس از تمام شدن زمان نفوذ انرژی حرارتی، دو لوله را از روی اتو جدا کرده و عقب میکشیم و دقت میکنیم که اتو در حین برداشته شدن به دو سر لوله اصابت نکند. در صورتیکه به هنگام عقب راندن فک متحرک اتو به یکی از دو سر لوله بچسبد با زدن یک ضربه به آهستگی به دسته اتو در حالی که با دست دیگر آن را کنترل میکنیم اتو را از لوله جدا میکنیم. بعد از برداشتن اتو به سرعت لبههای لوله را به هم چسبانده و فشار را تا حد موردنظر (فشار اعلام شده از طرف سازنده دستگاه به اضافه فشار کششی) افزایش میدهیم. اعمال فشار مذکور نبایستی یک مرتبه و فوری صورت گیرد و لازم است در طول زمان مناسب به اوج خود برسد. پس از اینکه فشار در این مرحله به اوج خود رسید اجازه میدهیم که دو لوله تحت این فشار بهطور ثابت، در دستگاه باقی بماند و زمان معین شده از طرف سازنده دستگاه سپری شود. این مرحله در شکلهای زیر قابل مشاهده است.

دستگاه جوش پلی اتیلن – روش جوش لب به لب لوله پلی اتیلن
مرحله 7: پس از اتمام زمان سرد شدن اشاره شده در مرحله قبل، اکنون لولههای جوش داده شده را از دستگاه خارج میکنیم و صبر میکنیم لولهها طی زمان توصیه شده از طرف سازنده در محلی قرار بگیرد.
نکته: برای پیگیری مراحل مختلف جوشکاری لب به لب معمولاً استفاده از منحنی زیر مناسب است.
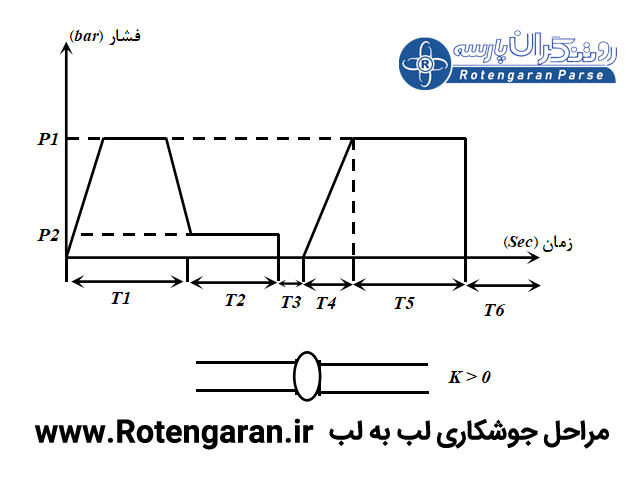
منحنی فشار و زمان در چوش لب به لب پلی اتیلن
توصیههای مهم در جوشکاری لب به لب:
- قبل از هر جوش بایستی سطوح اتو کاملاً تمیز شود. بدین منظور لازم است قبل از جوشکاری اصلی لولهها، یک بار جوش آزمایشی (Dummy Joist) صورت گیرد. در جوش آزمایشی تمام اقدامات جوش اصلی تا مرحله پنجم صورت میگیرد و بدین ترتیب سر خمیری لوله که بر روی اتو چسبیده است عامل جدا شدن تمامی آلودگیها و ذرات باقیمانده جوشهای قبلی خواهد بود. بنابراین در صورتیکه سایز لولهها عوض شود مجدداً بایستی جوش آزمایشی انجام شود.
- همواره باید صحت عملکرد ترموستات مربوط به اتو از طریق ترمومترهای دقیق دیجیتالی کنترل شود تا اطمینان حاصل شود دمای مورد نظر در اتو تاٴمین میگردد.
- بجز مواقعی که اتو در بین دو لوله قرار دارد، همواره این وسیله بایستی در غلاف مربوطه نگهداری شود تا از جریان باد، گرد و خاک و خرابی محافظت شود.
- فقط لولههایی را میتوان تحت این نوع جوشکاری قرار داد که اولاً از نظر قطر و ضخامت برابر باشند و ثانیاً از نظر جنس کاملاً یکسان باشند.
- همواره لازم است دو سر لولههای مورد جوشکاری که خارج از دستگاه هستند بهوسیله درپوشهای مربوط (Cap) پوشیده شوند تا از جریان سریع هوا و کوران جلوگیری شوند. چون در غیراینصورت سریع سرد میشوند و معیوب خواهند شد.
- بهتر است در زیر دستگاه جوشکاری بستر مناسب و تمیزی پهن شود تا آلودگی و ذرات مزاحم محیط اطراف مانع کار نگردند.
توجه: حتماً از روغن 10 هیدرولیک زرد استفاده شود.
بهرهبرداری از دستگاه جوش پلی اتیلن روتنگران پارسه:
مشروط بر اینکه جوشکاران روش جوشکاری لب به لب (توضیح داده شده) را به دقت دنبال نمایند. مروری بر خلاصه عملیات جوشکاری به شرح ذیل ارائه میشود:
- دستگاه جوش روتنگران و متعلقات مربوطه به محل اجرا برده میشود.
- برای انجام جوشکاری یک نفر جوشکار و یک نفر به عنوان کمک جوشکار مورد نیاز است.
- گیرههای دستگاه منطبق بر قطر لوله آماده میشود.
- دستگاه جوش پلی اتیلن را به برق وصل میکنیم.
- لولهها را در محلهای مربوطه قرار داده و لبههای لولهها را با پارچهای تمیز میکنیم.
- عمل رندهکاری را انجام میدهیم.
- با استفاده از جدول و منحنی صفحات بعد مراحل بعدی جوشکاری صورت میگیرد.
- اتو را در محل مربوطه قرار داده و فشار لازم را اعمال میکنیم. این فشار حاصل جمع فشار خوانده شده از جدول و فشار کششی اندازهگیری شده میباشد. بعد از اینکه فشار لازم ایجاد شد بایستی صبر کرد تا لبه لولهها روی اتو در حد 1 تا 4 میلیمتر (ضخامت چوب کبریت) بلند شود.
- به محض ایجاد لبه مناسب، فشار اولیه را تا حد فشار کششی کاهش میدهیم و تا تمام شدن زمان تاٴمل میکنیم.
- بدیهی است تایمر دستگاه تمام شدن زمان را هشدار میدهد.
- پس از تمام شدن زمان لازم فرصت محدودی برای برداشتن اتو وجود دارد.
- پس از برداشتن اتو دو سر لوله به طرف هم آورده میشود و تحت فشار مناسب (فشار کششی) در هم جوش میخورند. لازم به ذکر است ایجاد این فشار به صورت تدریجی و در مدت زمان مشخص شده صورت میگیرد.
- (فشار بهصورت خطی) پس از اینکه زمان مشخص شده به اتمام رسید و فشار به حد مناسب خود رسید زمان بعدی شروع میشود و در واقع جوش تحت فشار ثابت طی مدت زمان مقرر صورت میگیرد، تا سرد شود.
- پس از تمام شدن زمان ذکر شده لازم است اجزاء جوش را از دستگاه خارج نموده و طی مدت زمان اعلام شده در جدول در بیرون از دستگاه جهت سرد شدن نگه داشت.
ایمنی دستگاه جوش پلی اتیلن:
هنگام کار با دستگاه مراقب باشید تا دستان بین لولهها گیر نکند (ترجیحاً از دستکش استفاده شود).
- از محکم شدن رنده در محل خود هنگام کار با آن مطمئن شوید.
- بهعلت حرارت زیاد اتو احتیاط نمایید تا دستتان به صفحه گرم اتو نخورد.
- قبل از استفاده از دستگاه روغن هیدرولیک آن را کنترل کنید.
- در صورت استفاده از ژنراتور کنترل شود توان خروجی مربوطه حداقل 5/3 KW باشد.
- در صورتیکه ماده مذاب پلیاتیلن به دست چسبیده به هیچ وجه اقدام به جدا کردن نکرده و بلافاصله زیر آب سرد گرفته شود.
- در هنگام گرم بودن اتو مراقبت نمایید تا کابل مربوطه به صفحه گرم شونده اصابت ننماید تا احتمالاً باعث زخمی شدن آن نشود.
چرا مجریان و مشاوران روتنگران پارسه را انتخاب میکنند؟
گروه تولیدی روتنگران پارسه اولین و بزرگترین تولید کننده دستگاههای جوش پلی اتیلن و الکتروفیوژن کلیه محصولات تولیدی خود را زیرنظر بازرسین تجهیزات آب، برق و نیرو کنترل و گواهی کنترل کیفی ارائه مینمایند. کلیه دستگاههای تولیدی روتنگران با گواهی کالیبراسیون و دوره های آموزش جوش به خریداران ارائه می گردد.
محصولات تولیدی این شرکت دارای 18 ماه گارانتی و ده سال خدمات پس از فروش با بالاترین کیفیت و بهترین مواد اولیه تولید و عرضه میگردد.
دارای گارانتی و خدمات پس از فروش ویژه مشتریان روتنگران پارسه
شما لایق بهترین محصول موجود در ایران هستید روتنگران این محصول را ضمانت کرده است.


مهندس روح افزا –
سلام عرض ارادت
بسیار ممنونم از اطلاعات سایت
این دستگاه آیا سایز بین 1600 تا 2000 را قابل تنظیم است؟
en.azizi –
دستگاه جوش پلی اتیلن 2000 م م قابلیت جوش از 16000 م م تا 2000 را دارد و سایز های 1600 م م و 1800 م م و 2000 م م را پوشش میدهد
شاه محمدلو –
سلام آموزش کار با این دستگاه یک روزه انجام میشود؟
en.azizi –
آموزش دستگاه جوش پلی اتیلن ظرف مدت سه ساعت انجام میشود
سعیدی –
سلام وقت بخیر آیا جرثقیل این دستگاه همراش است؟ یا جدا قیمت داره؟
en.azizi –
سلام جرثقیل با توجه به پیش فاکتور شما ارایه خواهد شد
مهندس مشاهی –
سلام علیکم شرایط نگه داری را توضیح دهید سپاسگزارم مشاهی هستم از اهواز شرکت بنیان سازه
en.azizi –
حتما از روغن هیدرولیک زرد استفاده شود
در زمان راکد بودن دستگاه آن را روی یک پالت چوبی قرارداده تا سطح آن با زمان حدود ده سانت باشد
تیغه رنده را گریس کاری نمایید
مرادخانی از شیروان –
سلام دستگاه تمام هیدرولیک از این سایز بالاتر ساخته میشه اگر میشه اعلام بفرمایید
en.azizi –
روتنگران تولید کننده دستگاه جوش پلی اتیلن تا قطر 2000 میلیمتر میباشد
پوریا اسدی –
رینگ های دستگاه از چه نوعی هستن
نواری یا پهن
روتنگران پارسه –
دستگاه های جوش پلی اتیلن در دو مدل رینگ تولید میشن
مدل اقتصادی با رینگ نواری و مدل صادراتی با رینگ پهن
علی صادقی –
دستگاه جوش اجاره ای هم دارین ؟
روتنگران پارسه –
دستگاه جوش اجاره تا سایز 630 موجود هست
شوشتری –
سلام یک دستگاه جوش پلی اتیلن سایز ۲۰۰۰ قیمت همکاری دارید؟ از استان اصفهان
روتنگران پارسه –
دستگاه جوش پلی اتیلن 200 م م 25 میلیون
جوانمردی –
سلام آموزش جوشکاری با دستگاه جوش پلی اتیلن تمام هیدرولیک 2000 امکانش هست ؟
en.azizi –
سلام جناب جوانمردی بله لطفا با واحد آموزش جوش پلی اتیلن روتنگران پارسه در ارتباط باشید و فرم ثبت نام کلاس های جوش پلی اتیلن رو در منوی آموزش سایت کامل کنید.